



اللحام الهجين بقوس الليزرتُعدّ تقنية اللحام بالليزر (g) طريقةً تجمع بين شعاع الليزر والقوس الكهربائي. ويُظهر هذا الجمع تحسّنًا ملحوظًا في سرعة اللحام وعمق الاختراق واستقرار العملية. منذ أواخر ثمانينيات القرن الماضي، ساهم التطور المستمر لأجهزة الليزر عالية الطاقة في تطوير تقنية اللحام الهجين بالليزر والقوس الكهربائي. ولم تعد مشكلات مثل سُمك المادة وانعكاسيتها وقدرة سد الفجوات تُشكّل عوائق أمام هذه التقنية، حيث استُخدمت بنجاح في لحام أجزاء من مواد متوسطة السُمك.
تقنية اللحام الهجين بقوس الليزر
في عملية اللحام الهجين بقوس الليزر، يتفاعل شعاع الليزر والقوس في حوض منصهر مشترك لإنتاج لحامات ضيقة وعميقة، مما يؤدي إلى تحسين الإنتاجية، كما هو موضح في الشكل 1.
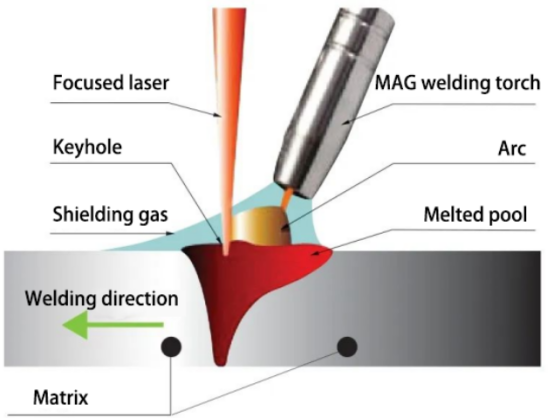
الشكل 1: مخطط عملية اللحام الهجين بقوس الليزر
المبادئ الأساسية للحام الهجين بقوس الليزر
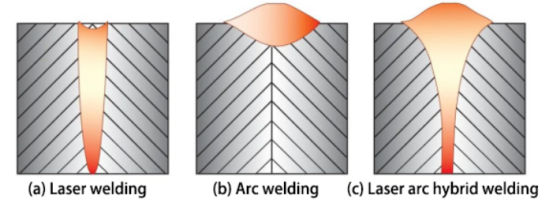
تُعرف عملية اللحام بالليزر بمنطقة تأثيرها الحراري الضيقة جدًا، حيث يمكن تركيز شعاع الليزر على مساحة صغيرة لإنتاج لحامات ضيقة وعميقة، مما يُتيح سرعات لحام أعلى، وبالتالي تقليل الحرارة المُدخلة وتقليل احتمالية التشوه الحراري للأجزاء الملحومة. مع ذلك، تتميز عملية اللحام بالليزر بقدرة ضعيفة على سد الفجوات، لذا تتطلب دقة عالية في تجميع قطعة العمل وإعداد الحواف. كما تُعدّ عملية اللحام بالليزر صعبة للغاية عند لحام المواد ذات الانعكاسية العالية مثل الألومنيوم والنحاس والذهب. في المقابل، تتميز عملية اللحام بالقوس الكهربائي بقدرة ممتازة على سد الفجوات، وكفاءة كهربائية عالية، ويمكنها لحام المواد ذات الانعكاسية العالية بفعالية. إلا أن انخفاض كثافة الطاقة أثناء اللحام بالقوس الكهربائي يُبطئ عملية اللحام، مما يؤدي إلى كمية كبيرة من الحرارة المُدخلة في منطقة اللحام، مُسببًا تشوهًا حراريًا للأجزاء الملحومة. لذلك، يُعد استخدام شعاع ليزر عالي الطاقة للحام العميق، بالإضافة إلى الجمع بين قوة القوس الكهربائي وكفاءته العالية في الطاقة، حلاً هجينًا يُعوض أوجه القصور في هذه العملية ويُكمل مزاياها، كما هو موضح في الشكل 2.
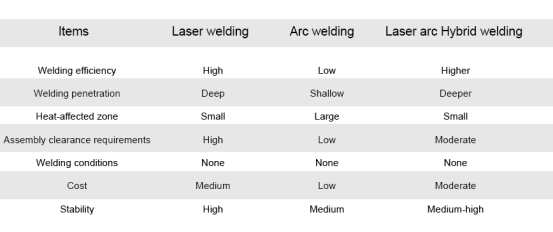
من عيوب اللحام بالليزر ضعف قدرته على سد الفجوات ومتطلباته العالية لتجميع قطعة العمل؛ أما عيوب اللحام بالقوس الكهربائي فتتمثل في انخفاض كثافة الطاقة وعمق الانصهار الضحل عند لحام الصفائح السميكة، مما يُولّد كمية كبيرة من الحرارة في منطقة اللحام ويُسبب تشوهًا حراريًا للأجزاء الملحومة. يُمكن للجمع بين هاتين الطريقتين أن يُؤثر ويدعم كل منهما الآخر، مُعوضًا عيوب كل منهما، ومُستغلًا مزايا الانصهار العميق بالليزر وتغطية اللحام بالقوس الكهربائي، مُحققًا مزايا انخفاض الحرارة المُدخلة، وقلة تشوه اللحام، وسرعة اللحام العالية، وقوة اللحام العالية، كما هو موضح في الشكل 3. ويُبين الجدول 1 مُقارنة تأثيرات اللحام بالليزر، واللحام بالقوس الكهربائي، واللحام الهجين بالليزر والقوس الكهربائي على الصفائح المتوسطة والسميكة.
الجدول 1: مقارنة تأثيرات اللحام للصفائح المتوسطة والسميكة
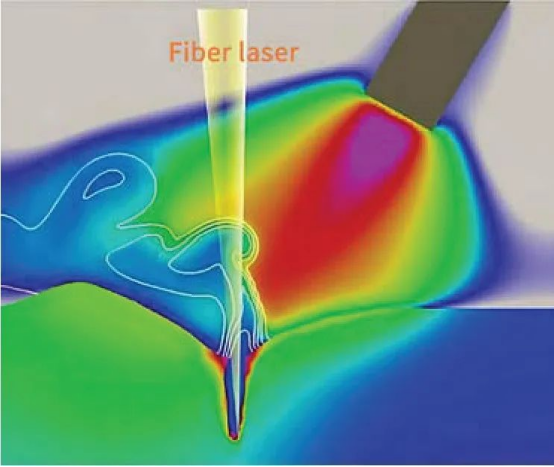
الشكل 3: مخطط عملية اللحام الهجين بقوس الليزر
علبة لحام القوس الهجين من مافنليزر
تتكون معدات اللحام الهجين بالقوس الكهربائي من مافن ليزر بشكل أساسي منذراع روبوتية، ليزر، مبرد، ورأس اللحام، مصدر طاقة لحام القوس الكهربائي، وما إلى ذلك، كما هو موضح في الشكل 4.

مجالات التطبيق واتجاهات تطوير اللحام الهجين بقوس الليزر
مجالات التطبيق
مع تطور تقنية الليزر عالي الطاقة، باتت اللحام الهجين بقوس الليزر شائع الاستخدام في مختلف المجالات. يتميز هذا النوع من اللحام بكفاءة عالية، وتفاوت كبير في الفجوات، وعمق اختراق كبير. وهو الطريقة المُفضلة للحام الصفائح المتوسطة والسميكة. كما يُعدّ بديلاً واعداً للحام التقليدي في مجال تصنيع المعدات الضخمة. ويُستخدم على نطاق واسع في قطاعات صناعية متنوعة، مثل الآلات الهندسية، والجسور، والحاويات، وخطوط الأنابيب، والسفن، والهياكل الفولاذية، والصناعات الثقيلة.

تاريخ النشر: 7 يونيو 2024











